

ما هي الدوائر الداخلية وكيف تحتفظ بالمكونات في التجاويف؟
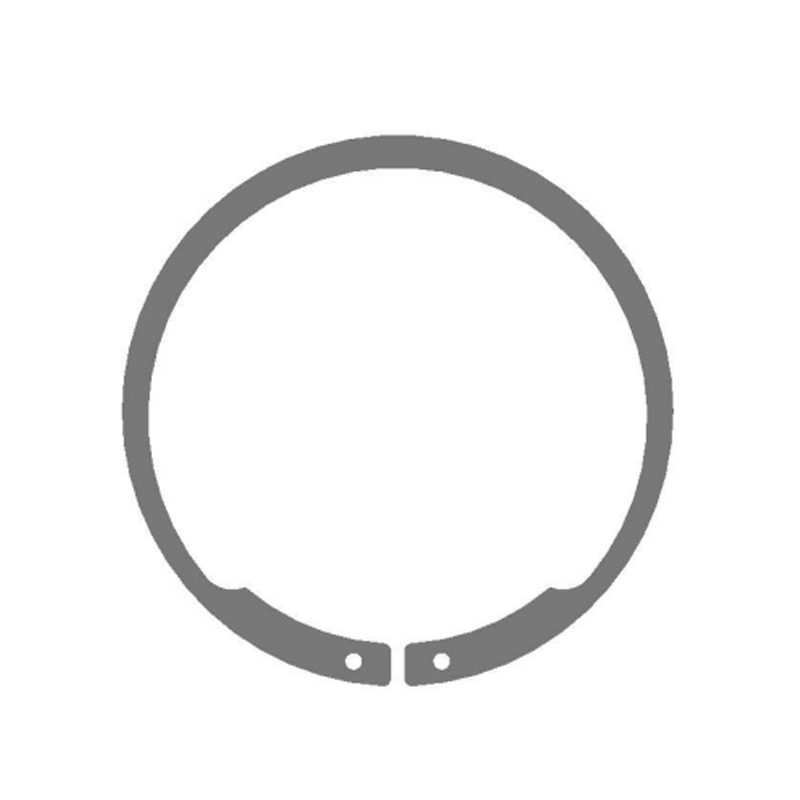
حلقات داخلية هي حلقات احتجاز مفتوحة النهاية مصممة ليتم تركيبها داخل تجويف أو مبيت أسطواني، حيث يتم وضعها في أخدود آلي وتمنع الحركة المحورية للأعمدة أو المحامل أو المسامير أو المكونات الأخرى الموجودة داخل هذا التجويف. السمة الهندسية المحددة للدائرة الداخلية هي أن قطرها الخارجي في الحالة الحرة غير المثبتة أكبر قليلاً من قطر التجويف المصمم ليناسب. هذا التداخل المتعمد هو ما يولد قوة التثبيت الشعاعي التي تحمل الحلقة بشكل آمن في أخدودها بمجرد تركيبها - لا يوجد أي مادة لاصقة أو خيط أو أداة تثبيت. قوة الاحتفاظ ميكانيكية بالكامل، مشتقة من الاسترداد المرن لمادة الحلقة بعد الضغط أثناء التثبيت.
تسلسل التثبيت ل الحلقات الداخلية دقيق ويجب اتباعه بشكل صحيح لتحقيق الاحتفاظ الموثوق به. يتم إدخال كماشة إحكام داخلية في الفتحتين الصغيرتين المثقوبتين في آذان الحلقة - فك كماشة واحدة في كل فتحة. يتم ضغط الكماشة، مما يضغط الحلقة ويقلل قطرها الخارجي إلى ما دون قطر التجويف، مما يسمح بوضع الحلقة بشكل مركزي فوق فتحة الأخدود داخل التجويف. بمجرد محاذاتها مع الأخدود، يتم تحرير الكماشة. يؤدي الاسترداد المرن للمادة الحلقية إلى توسعها للخارج، مما يدفع جسم الحلقة إلى جدران الأخدود ويخلق توافقًا محكمًا وخاليًا من الفجوات حول محيط الأخدود بالكامل. تم تثبيت الحلقة الآن في مكانها وتقاوم الأحمال المحورية المطبقة من أي اتجاه على وجهها المسطح.
تعتمد سعة الحمولة المحورية لحلقات الإحكام الداخلية المثبتة على ثلاثة متغيرات: قوة القص لمادة الحلقة، ومنطقة المقطع العرضي للحلقة حيث تتلامس مع جدار الأخدود، وهندسة الأخدود نفسها. يقوم الأخدود ذو الأبعاد الصحيحة - مع العرض المطابق لسمك الحلقة والعمق المطابق للعرض الشعاعي للحلقة - بتوزيع الحمل بالتساوي عبر محيط الحلقة بالكامل. يعمل الأخدود الكبير أو المقطوع على تركيز الضغط في نقاط منفصلة ويقلل بشكل كبير من تصنيف الحمل الفعال للتجميع، وأحيانًا إلى نقطة إخراج الحلقة تحت أحمال الخدمة العادية.

مشبك داخلي من الصلب الزنبركي: خصائص المواد وسبب أهميتها
الأغلبية الساحقة من الحلقات الداخلية في الخدمة الصناعية العامة يتم تصنيعها من فولاذ الربيع - على وجه التحديد الفولاذ الزنبركي عالي الكربون المطابق لمعايير مثل DIN 17222 أو EN 10132-4 أو المواصفات الوطنية المماثلة. عادةً ما يتراوح محتوى الكربون في الفولاذ الزنبركي المستخدم في الحلقات الدائرية بين 0.65-0.85% من الكربون، مع إضافات المنغنيز والسيليكون والكروم اعتمادًا على الدرجة. هذه التركيبة، جنبًا إلى جنب مع المعالجة الحرارية التي يتم التحكم فيها بعد التشكيل، تنتج مادة ذات مجموعة محددة من الخصائص التي تتطلبها وظيفة التطويق.
الخواص الميكانيكية الرئيسية للصلب الزنبركي للحلقات الدائرية
أداء أ فولاذ الربيع internal circlip في الخدمة يعتمد على أن تكون خصائص المواد التالية ضمن المواصفات:
- قوة إنتاجية عالية (800-1200 ميجا باسكال نموذجيًا): يجب أن تقاوم الحلقة التشوه الدائم عند ضغطها أثناء التثبيت وعند تحميلها محوريًا أثناء الخدمة. الحلقة التي تنتج أثناء الضغط تستغرق وقتًا طويلاً ولا يمكنها العودة إلى قطرها الأصلي، مما يؤدي إلى تركيب فضفاض في الأخدود واحتفاظ غير موثوق به.
- المرونة المتحكم فيها (معامل المرونة ~ 200 GPa): يجب أن تتعافى الحلقة بشكل كامل ويمكن التنبؤ به إلى قطرها الحر بعد تحرير قوة ضغط التثبيت. يحدد حجم هذا الاسترداد ضغط التلامس بين الحلقة وجدران الأخدود، والذي يحدد قوة الاستبقاء بشكل مباشر.
- المتانة الكافية والليونة: على الرغم من الصلابة العالية المطلوبة لوظيفة الزنبرك، يجب أن تقاوم المادة الكسر الهش أثناء دورة التثبيت بالضغط والتمدد. تعتبر الدوائر التي تتكسر بدلاً من أن تنحرف أثناء ضغط الكماشة خطراً كبيراً على السلامة وتشير إما إلى نقص المواد أو أدوات التثبيت غير الصحيحة.
- الانتهاء من السطح وحالة الحافة: تحتوي الحلقات المختومة على حافة مقطوعة على القطرين الداخلي والخارجي. تعمل نتوءات أو شقوق صغيرة عند حافة القص كمكثفات للضغط تحت التحميل المتكرر. جودة عالية فولاذ الربيع internal circlip يتضمن الإنتاج خطوة إزالة الأزيز أو تكييف الحافة بعد الختم لإزالة هذه العيوب.
بالنسبة للتطبيقات التي تنطوي على التعرض للرطوبة أو رذاذ الملح أو البيئات الكيميائية المعتدلة، عادةً ما تكون الحلقات الفولاذية الزنبركية مطلية بالفوسفات أو الزنك بعد المعالجة الحرارية لتوفير مقاومة للتآكل دون تغيير الخواص الميكانيكية للركيزة الفولاذية الزنبركية. حيث يجب أن تكون مقاومة التآكل جوهرية وليست معتمدة على الطلاء - كما هو الحال في تطبيقات معالجة الأغذية أو التطبيقات البحرية أو الصيدلانية - يتم استخدام درجات الفولاذ المقاوم للصدأ مثل 1.4310 (أISI 301) بدلاً من ذلك، مع انخفاض مماثل في قوة الزنبرك القابلة للتحقيق بسبب انخفاض قوة الخضوع للفولاذ المقاوم للصدأ الأوستنيتي مقارنة بالفولاذ الزنبركي الكربوني المتصلب.
الدوائر الداخلية مقابل الدوائر الخارجية: الاختلافات الأساسية ومنطق الاختيار
الحلقات الخارجية تؤدي نفس وظيفة الاحتفاظ المحوري مثل الحلقات الداخلية، ولكنها تعمل في السياق الهندسي المعاكس: يتم تثبيتها في أخدود يتم تشكيله في القطر الخارجي لعمود أو دبوس، بدلاً من السطح الداخلي للتجويف. أين الحلقات الداخلية ضغط للتثبيت ثم قم بالتوسيع في أخدودهم، حلقات خارجية يجب توسيعها أثناء التثبيت - باستخدام كماشة إحكام خارجية تنشر الحلقة مفتوحة - ثم تنكمش على أخدود العمود عند تحرير الكماشة.
| ميزة | الحلقات الداخلية | الحلقات الخارجية |
|---|---|---|
| موقع التثبيت | داخل التجويف أو أخدود السكن | خارج رمح أو دبوس الأخدود |
| إجراء التثبيت | يتم ضغطه لتقليل القطر الخارجي، ثم يتم تحريره | توسعت لزيادة معرف، ثم أطلق سراحه |
| مطلوب نوع ذو طيات | كماشة إحكام داخلية (مغلقة). | كماشة إحكام خارجية (فتح). |
| القطر الحر مقابل الأخدود | OD أكبر قليلاً من التجويف | المعرف أصغر قليلاً من العمود |
| مرجع قياسي | دين 472 / إسو 9626 | دين 471 / إسو 9626 |
| تطبيقات نموذجية | علب التروس، وأغطية المضخات، وتجويف المحرك | مهاوي المحركات والمحاور وتجميعات البكرات |
| اتجاه الحمل المحوري | يحتفظ بالمكونات المدفوعة في التجويف | يحتفظ بالمكون المدفوع على طول العمود |
الاختيار بين الحلقات الداخلية و حلقات خارجية يتم تحديده بالكامل من خلال مكان وجود أخدود الاحتفاظ في التجميع. إذا كان المكون الذي سيتم الاحتفاظ به موجودًا داخل تجويف - محمل مضغوط في مبيت، أو شجيرة في أسطوانة هيدروليكية، أو ختم في كتلة المحرك - يلزم وجود حلقة إحكام داخلية. إذا انزلق المكون على عمود ويجب منعه من التحرك على طول هذا العمود - ترس على عمود إخراج علبة التروس، أو بكرة على عمود المحرك، أو محور عجلة على المحور - فإن حلقة الإحكام الخارجية هي الاختيار الصحيح. لا يعد استخدام النوع الخاطئ انحرافًا بسيطًا: فهندسة الأخدود مختلفة، وإجراءات الزردية معاكسة، كما أن تركيب مشبك إحكام خارجي في أخدود داخلي أو العكس سيؤدي إلى مجموعة احتجاز يكون من المستحيل تثبيتها بشكل صحيح أو تفشل مباشرة تحت الحمل.
تصميم الأخدود ومواصفات الأبعاد للحلقات الداخلية
يعد الأخدود الذي تم تركيب حلقة إحكام داخلية فيه أمرًا بالغ الأهمية لأداء التجميع مثل حلقة الإحكام نفسها. يسمح الأخدود الواسع جدًا للحلقة بالتأرجح تحت الحمل، مما يقلل من منطقة الاتصال الفعالة ويزيد من خطر إخراج الحلقة. يمنع الأخدود الضيق جدًا تثبيت الحلقة بشكل كامل، مما يترك جزءًا من المقطع العرضي للحلقة فخورًا بالأخدود ويقلل من سعة الحمولة المحورية بشكل متناسب. يجب التحكم في معلمات الأبعاد التالية عند تصنيع الأخاديد الحلقات الداخلية :
- عرض الأخدود (ب): ينبغي أن يتطابق مع سُمك المشبك مع تفاوت يتراوح بين 0.05 إلى 0.15 مم للحلقات القياسية DIN 472. تكون التفاوتات الأوسع مقبولة فقط في حالة غياب التحميل الديناميكي وتكون وظيفة الاحتفاظ موضعية بحتة.
- عمق الأخدود (ر): يجب السماح للحلقة بالجلوس بالكامل أسفل سطح التجويف بحيث يلامس المكون المحتجز وجه الحلقة بدلاً من الركوب فوقه. بالنسبة للحلقات DIN 472، يبلغ عمق الأخدود عادةً 1.1 إلى 1.3 ضعف العرض الشعاعي لقسم الحلقة.
- نصف قطر زاوية الأخدود: تخلق الزاوية الحادة عند جذر الأخدود تركيزًا للضغط في مادة الغلاف. يعمل نصف القطر الذي يتراوح من 0.1 إلى 0.3 مم عند جذر الأخدود على توزيع الحمل بالتساوي ويقلل من خطر تشقق الكلال في الهيكل تحت التحميل المحوري الدوري.
- التشطيب السطحي لجدران الأخدود: تعمل الخشونة التي تبلغ Ra 1.6 ميكرومتر أو أفضل على الجدران الجانبية للأخدود على زيادة مساحة الاتصال بين الحلقة والأخدود، مما يؤدي إلى تحسين نقل الحمل وتقليل التآكل في التطبيقات الديناميكية.
أخطاء التثبيت الشائعة وكيفية تجنبها
إن بساطة تركيب حلقة الإحكام تجعل من السهل التغاضي عن التفاصيل الهامة التي تحدد ما إذا كانت مجموعة الاحتفاظ ستعمل بشكل موثوق طوال فترة الخدمة المقصودة. تمثل الأخطاء التالية غالبية حالات فشل الدائرة الداخلية المبكرة في الخدمة:
- الضغط الزائد أثناء التثبيت: يؤدي ضغط الحلقة بما يتجاوز الحد الأدنى للقطر المطلوب لتنظيف التجويف إلى إتلاف البنية الدقيقة للفولاذ الزنبركي في منطقة الأذن، مما يقلل من قوة الاسترداد المرنة وينتج حلقة تستقر بشكل غير محكم في الأخدود. استخدم دائمًا الكماشات ذات الأطراف ذات الحجم الصحيح التي تعمل على تعشيق فتحات الكماشة دون فرض أحمال ثني إضافية على جسم الحلقة.
- عدم المحاذاة أثناء الجلوس: يؤدي تحرير الكماشة قبل محاذاة الحلقة تمامًا مع الأخدود إلى تثبيت الحلقة جزئيًا، مع وجود جانب واحد في الأخدود والآخر على سطح التجويف. والنتيجة هي حلقة تظهر مثبتة ولكنها تخرج تحت الحمل المحوري الأول. تأكد دائمًا من أن الحلقة متسقة بصريًا مع فتحة الأخدود قبل تحرير ضغط الزردية.
- إعادة استخدام الدوائر التي تمت إزالتها: A فولاذ الربيع internal circlip التي تم ضغطها للتثبيت ومن ثم إزالتها شهدت دورة إجهاد مرنة واحدة. إعادة تثبيت نفس الحلقة يفرض دورة ثانية، وإذا تم ضغط الحلقة بشكل زائد أثناء التثبيت الأول، فإن قطرها الحر سيكون قد تغير. استخدم دائمًا حلقات إحكام جديدة عند إعادة التجميع بعد الصيانة.
- حجم طرف الكماشة غير صحيح: أطراف الكماشة صغيرة جدًا بالنسبة لفتحات الكماشة الخاصة بالحلقة تقع على حافة الفتحة بدلاً من توزيع الحمل عبر قطرها بالكامل، مما يخلق حركة رافعة تعمل على إمالة الحلقة أثناء الضغط. استخدم مجموعة كماشة بحلقة إحكام ذات أحجام أطراف متطابقة لكل نطاق قطر لحلقات الإحكام بدلاً من أداة واحدة ذات طرف ثابت لجميع الأحجام.
- التثبيت في أخدود جاف أو ملوث أو متآكل: يعمل الزيت الخفيف المطبق على الحلقة والأخدود قبل التثبيت على تقليل الاحتكاك أثناء الجلوس ويسمح للحلقة بمحاذاة نفسها بشكل أكثر توازناً في الأخدود أثناء توسعها. يجب تنظيف الأخاديد المتآكلة أو الملوثة حتى المعدن الأساسي قبل التثبيت لضمان اتصال الحلقة الكاملة بجدران الأخدود.
متى حلقات خارجية و الحلقات الداخلية يتم استخدام كلاهما في نفس التجميع - كما هو شائع في تصميم علبة التروس وناقل الحركة حيث يتم الجمع بين حلقات الاحتفاظ المثبتة على العمود والمثبتة على المبيت - ويمنع الحفاظ على نظام تعريف وتخزين واضح للنوعين أخطاء التثبيت. على الرغم من مظهرهما المتشابه عندما يكونان خارج السياق، فإن نوعي الحلقات غير قابلين للتبديل، ويؤدي التثبيت المتبادل إلى فشل الاحتفاظ الذي غالبًا ما يصعب تشخيصه دون التفكيك الكامل للمكون المتأثر.












